CNC Torna Nedir?
CNC torna (Bilgisayarlı Sayısal Kontrol torna), silindirik iş parçalarının döndürülerek şekillendirildiği bir talaşlı imalat yöntemidir. Geleneksel tornalardan farklı olarak CNC torna tezgahlarında tüm hareketler bilgisayar tarafından kontrol edilir ve G-kodu adı verilen programlama diliyle yönetilir. İş parçası ana mil (spindle) tarafından döndürülürken, kesici takım X ve Z eksenleri boyunca hareket ederek malzemeden talaş kaldırır.
İlgili bağlantılar: Tornalama merkezi çözümleri, ENCY CAM ve CAD/CAM nedir rehberi. Bu konuyla ilgili detaylı sayfaları inceleyebilirsiniz.
CNC torna işleme, üretim endüstrisinin en temel süreçlerinden biridir. Şaftlar, burçlar, miller, vidalar, bağlantı elemanları ve daha pek çok silindirik parça CNC torna tezgahlarında üretilir. Modern CNC torna tezgahları, yüksek hassasiyetli servo motorlar, rijit yapılar ve gelişmiş kontrol üniteleri sayesinde mikron düzeyinde toleranslarla çalışabilmektedir. CNC torna programlama süreci, parçanın CAD modelinden başlayarak takım yollarının oluşturulması, simülasyonu ve doğrulanmasını kapsar.
Temel CNC torna operasyonları arasında dış çap tornalama, iç çap tornalama (delme/raybalama), alın tornalama, kanal açma, diş açma, konik tornalama ve pafta kesme gibi işlemler yer alır. Her bir operasyon, farklı kesici takım geometrileri ve kesme parametreleri gerektirir. Doğru parametre seçimi, hem parça kalitesi hem de takım ömrü açısından kritik öneme sahiptir.
Tornalama Merkezi (Mill-Turn) Nedir?
Tornalama merkezi, geleneksel CNC torna tezgahının frezeleme, delme ve diğer işleme kabiliyetleriyle birleştirilmiş halidir. Mill-turn olarak da bilinen bu tezgahlar, tek bir bağlama işleminde hem tornalama hem de frezeleme operasyonlarını gerçekleştirebilir. Bu sayede iş parçasının farklı tezgahlara taşınması gerekmez, bu da hem zamandan tasarruf sağlar hem de yeniden bağlama hatalarını ortadan kaldırır.
Bir tornalama merkezi, tipik olarak ana mil (C ekseni), karşı mil (sub-spindle), canlı takım tutucu (live tooling), Y ekseni ve B ekseni gibi ek donanımlara sahiptir. C ekseni, ana milin kontrollü bir şekilde döndürülerek frezeleme ve delme operasyonlarının yapılabilmesini sağlar. Y ekseni, takımın merkezden kaçık (off-center) konumlarda işleme yapabilmesine olanak tanır. B ekseni ise takımın açılı konumlarda çalışabilmesini mümkün kılar.
Mill-turn tezgahlarının en büyük avantajı, karmaşık parçaların tek bir kurulumda tamamlanabilmesidir. Örneğin, bir hidrolik valf gövdesi düşünün: dış çap tornalama, iç delik delme, çapraz delikler, kanal frezeleme ve diş açma gibi pek çok farklı operasyon gerektirir. Geleneksel yöntemle bu parça en az üç farklı tezgahta işlenmesi gerekirken, bir tornalama merkezinde tek bağlama ile tamamlanabilir. Bu durum, toplam işleme süresini yüzde 40 ila yüzde 60 oranında kısaltabilir.
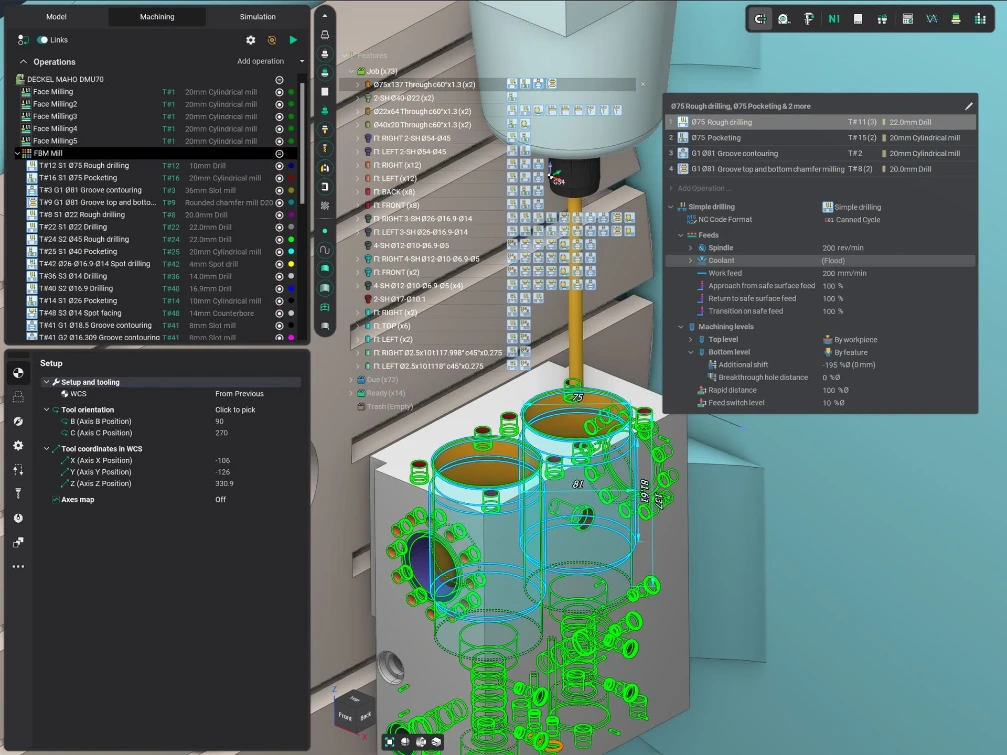
Modern tornalama merkezleri, çift mililli (twin-spindle) ve çift taretli (twin-turret) konfigürasyonlarla üretilmektedir. Çift mililli tezgahlarda, parçanın ön yüzü işlendikten sonra karşı mile aktarılarak arka yüzü de işlenebilir. Çift taretli tezgahlarda ise iki farklı takım aynı anda çalışarak toplam çevrim süresini önemli ölçüde düşürür. Bu tür gelişmiş konfigürasyonların programlanması, geleneksel CNC torna programlamadan çok daha karmaşıktır ve güçlü bir CNC torna CAM yazılımı gerektirir.
Swiss Torna Nedir?
Swiss torna (kayar otomat), küçük çaplı ve uzun parçaların yüksek hassasiyetle üretilmesi için tasarlanmış özel bir CNC torna tipidir. Geleneksel CNC tornalardan temel farkı, iş parçasının kılavuz burç (guide bushing) adı verilen bir destek noktasından geçerek kesme bölgesine ulaşmasıdır. Bu yapı sayesinde parça, kesme noktasına çok yakın bir yerde desteklenir ve sehim (sapma) minimuma indirilir.
Swiss torna tezgahlarında Z ekseni hareketi, geleneksel tornalardan farklı olarak iş parçası tarafından gerçekleştirilir. Yani kesici takım sabit kalırken, malzeme çubuğu Z ekseni boyunca ileri-geri hareket eder. Bu mekanizma, özellikle uzun ve ince parçaların (boy/çap oranı yüksek parçaların) titreşimsiz ve yüksek hassasiyetle işlenmesini sağlar.
Swiss torna tezgahları, medikal implantlar, saat parçaları, elektronik konektörler, dental vidalar ve hassas bağlantı elemanları gibi küçük ve karmaşık parçaların seri üretiminde yaygın olarak kullanılır. Bu tezgahlar genellikle 2 mm ile 38 mm çap aralığında çalışır ve mikron altı toleranslar elde edebilir. Modern Swiss torna tezgahları, 7 ila 13 eksene kadar çalışabilmekte ve çok sayıda canlı takım istasyonuna sahip olabilmektedir.
Swiss torna tezgahlarında çubuk besleme sistemi (bar feeder) kullanılarak uzun çubuk malzemeden kesintisiz üretim yapılabilir. Bu özellik, özellikle yüksek adetli seri üretimde büyük avantaj sağlar. Bir çubuk malzeme tezgaha yüklendiğinde, onlarca hatta yüzlerce parça arka arkaya otomatik olarak üretilebilir.
Torna CAM Yazılımı Neden Gerekli?
Basit torna parçaları elle G-kodu yazılarak programlanabilir. Ancak modern CNC torna ve tornalama merkezlerinin artan karmaşıklığı, manuel programlamayı pratik olmaktan çıkarmıştır. Bir CNC torna CAM yazılımı, programlama sürecini otomatikleştirerek hem zaman kazandırır hem de hata riskini minimuma indirir.
Ency CAM gibi gelişmiş bir CAM yazılımının torna programlamada sağladığı avantajlar şunlardır:
- Otomatik takım yolu oluşturma: CAD modelinden otomatik olarak optimum takım yolları hesaplanır. Tornalama, kanal açma, diş açma ve delme gibi tüm operasyonlar için gelişmiş stratejiler sunulur.
- Çarpma kontrolü: Takım, takım tutucu, ayna (chuck), punta ve iş parçası arasındaki olası çarpışmalar otomatik olarak tespit edilir ve önlenir.
- Simülasyon ve doğrulama: Tüm takım yolları, gerçekçi makine simülasyonu ile doğrulanır. Olası hatalar tezgaha gitmeden önce tespit edilir.
- Çok kanallı programlama: Çift mililli ve çift taretli tezgahlar için eşzamanlı programlama ve senkronizasyon desteği sağlanır.
- Post-processor desteği: Farklı tezgah markaları ve kontrol üniteleri (Fanuc, Siemens, Mazak, Okuma vb.) için hazır ve özelleştirilebilir post-processor desteği mevcuttur.
- Talaş kontrolü optimizasyonu: Derin kesmelerde talaş kırma stratejileri ve peck drilling gibi teknikler otomatik olarak uygulanır.
Özellikle mill-turn ve Swiss torna gibi çok eksenli tezgahlarda, manuel programlama neredeyse imkansızdır. Düzinelerce takım, birden fazla mil, karmaşık senkronizasyon gereksinimleri ve yüzlerce satırlık G-kodu düşünüldüğünde, CAM yazılımı olmadan verimli ve güvenli bir üretim sürdürmek mümkün değildir.
Torna Programlamada Dikkat Edilecekler
CNC torna programlama, frezelemeden farklı dinamiklere sahiptir. Dönen iş parçası, sabit veya yarı sabit kesici takım ve silindirik koordinat sistemi, programcının dikkat etmesi gereken özel konuları beraberinde getirir.
Takım Yolu Stratejileri
Torna işlemede doğru takım yolu stratejisi seçimi, hem parça kalitesi hem de verimlilik açısından kritiktir. Kaba talaş kaldırma (roughing) aşamasında mümkün olan en fazla malzemenin en kısa sürede kaldırılması hedeflenirken, finiş (finishing) aşamasında yüzey kalitesi ve boyutsal hassasiyet ön plana çıkar. Modern CAM yazılımları, profil takip (profile following), zigzag kaba talaş, dalma tornalama (plunge turning) ve yüksek verimli tornalama (HET - High Efficiency Turning) gibi gelişmiş stratejiler sunar. Yüksek verimli tornalama stratejileri, sabit talaş yükü prensibine dayanarak takım ömrünü uzatır ve çevrim süresini kısaltır.
Devir Hesabı (RPM)
Torna işlemede devir hesabı, frezelemeden farklı olarak iş parçasının çapına bağlıdır. Sabit yüzey hızı (CSS - Constant Surface Speed) modunda, tezgah devir sayısını otomatik olarak iş parçasının anlık çapına göre ayarlar. Formül olarak: n = (1000 x Vc) / (pi x D) şeklinde hesaplanır; burada Vc kesme hızı (m/dk), D iş parçası çapı (mm) ve n devir sayısıdır (dev/dk). Küçük çaplara doğru devir sayısı arttığı için, tezgahın maksimum devir sınırının (G50 veya LIMS komutu ile) belirlenmesi güvenlik açısından son derece önemlidir.
İlerleme (Feed Rate)
Torna işlemede ilerleme, genellikle mm/devir (mm/rev) olarak tanımlanır. Frezelemeden farklı olarak, ilerleme miktarı doğrudan yüzey kalitesini ve talaş kesit alanını etkiler. Kaba talaş kaldırmada yüksek ilerleme değerleri kullanılırken, finiş işlemlerinde düşük ilerleme ile istenen yüzey pürüzlülüğü (Ra değeri) elde edilir. Yüzey pürüzlülüğü yaklaşık olarak Ra = f^2 / (32 x r) formülüyle hesaplanabilir; burada f ilerleme (mm/dev) ve r takım burun yarıçapıdır (mm). Bu formül, programcının hedef yüzey kalitesine göre optimum ilerleme değerini belirlemesine yardımcı olur.
Talaş Kontrolü
Torna işlemede talaş kontrolü, güvenli ve verimli bir üretim için hayati öneme sahiptir. Kontrol edilemeyen uzun talaşlar, iş parçasına sarılarak yüzey hasarına, takım kırılmasına ve hatta operatör güvenliği sorunlarına yol açabilir. Talaş kontrolü için kesme parametrelerinin (derinlik, ilerleme, kesme hızı) doğru seçimi, uygun talaş kırıcı geometrisine sahip kesici uçların kullanımı ve gerektiğinde programda talaş kırma çevrimlerinin (peck cycles) uygulanması gerekir. CAM yazılımları, özellikle derin kanal açma ve delme operasyonlarında otomatik talaş kırma stratejileri sunarak bu sorunu programlama aşamasında çözer.
Mill-Turn Operasyonlar
Tornalama merkezi tezgahlarının en güçlü yanı, tek bir kurulumda hem tornalama hem de frezeleme operasyonlarını gerçekleştirebilmesidir. Bu çok yönlülük, aynı zamanda programlama karmaşıklığını da artırır.
C-Ekseni Frezeleme
C ekseni, ana milin kontrollü bir şekilde döndürülerek açısal konumlandırma yapılmasını sağlar. Bu sayede iş parçası üzerinde düzlemler frezelenebilir, çapraz delikler delinebilir, cep işlemeleri yapılabilir ve altıgen veya kare profiller oluşturulabilir. C-ekseni frezeleme, torna parçalarına frezeleme kabiliyeti kazandıran en temel mill-turn operasyonudur. Programlamada, tezgahın torna modundan freze moduna geçişi (genellikle M-kodu ile) ve koordinat sisteminin Kartezyen koordinatlara dönüşümü dikkatle yönetilmelidir.
Y-Ekseni İşleme
Y ekseni, takımın iş parçasının merkez ekseninden dik yönde hareket edebilmesini sağlar. Bu eksen olmadan, canlı takımlarla yapılan frezeleme operasyonları yalnızca parça merkezinde gerçekleştirilebilir. Y ekseni sayesinde merkezden kaçık (off-center) delikler, kanal frezeleme, cep işleme ve karmaşık kontur frezeleme operasyonları mümkün hale gelir. Y-ekseni programlama, 2.5 eksen ve 3 eksen frezeleme stratejilerinin torna ortamına uyarlanmasını gerektirir.
Canlı Takım (Live Tooling) Operasyonları
Canlı takımlar, taret üzerinde motorlu takım tutucular aracılığıyla döndürülen kesici takımlardır. Matkap, parmak freze, kılavuz ve diğer döner takımlar canlı takım tutucularına bağlanarak kullanılır. Radyal (parçanın yan yüzeyinde) ve aksiyal (parçanın alın yüzeyinde) yönlerde çalışabilirler. Canlı takım operasyonlarında, takımın devir sayısı, ilerleme yönü ve soğutma sıvısı basıncı gibi parametrelerin doğru ayarlanması gerekir. CAM yazılımı, bu parametreleri otomatik olarak hesaplayarak güvenli ve verimli takım yolları oluşturur.
Çok Kanallı Programlama ve Senkronizasyon
Modern tornalama merkezleri ve Swiss torna tezgahları, birden fazla kanalda (channel) eşzamanlı çalışabilme yeteneğine sahiptir. Her kanal, bağımsız bir mil veya taret için ayrı bir program akışını temsil eder. Örneğin, çift mililli ve çift taretli bir tezgahta dört kanal bulunabilir: ana mil + üst taret, ana mil + alt taret, karşı mil + üst taret ve karşı mil + alt taret.
Çok kanallı programlamanın en kritik boyutu, kanallar arasındaki senkronizasyondur. Belirli operasyonların aynı anda veya belirli bir sırayla gerçekleştirilmesi gerekir. Örneğin, ana mildeki tornalama işlemi tamamlanmadan parçanın karşı mile aktarılmaması, veya alt taretin parçayı desteklerken üst taretin işleme yapması gibi senaryolar, hassas zamanlama ve koordinasyon gerektirir.
Senkronizasyon, genellikle bekleme kodları (wait codes) veya M-kodu çiftleri ile sağlanır. Fanuc kontrollü tezgahlarda M-kodu çiftleri (örneğin M200/M201), Siemens kontrollü tezgahlarda WAITM komutları kullanılır. Bu senkronizasyon noktalarının doğru yerleştirilmesi, hem çarpışma güvenliği hem de çevrim süresi optimizasyonu açısından büyük önem taşır.
Manuel olarak çok kanallı program yazmak son derece zor ve hataya açık bir süreçtir. Kanallar arasındaki zamanlama hataları, çarpışmalara veya makine hasarına yol açabilir. CAM yazılımları, çok kanallı programlamayı görsel bir arayüzde yönetmenize, kanallar arasındaki senkronizasyonu otomatik oluşturmanıza ve tüm kanalları eşzamanlı simüle etmenize olanak tanır. Bu, programlama süresini kısaltırken güvenliği de önemli ölçüde artırır.
Swiss Torna Programlama Zorlukları
Swiss torna tezgahlarının programlanması, standart CNC torna tezgahlarından çok daha karmaşıktır. Bu karmaşıklığın başlıca nedenleri şunlardır:
- Çok eksenli yapı: Modern Swiss torna tezgahları 7 ila 13 eksene sahip olabilir. Ana mil, karşı mil, kılavuz burç, birden fazla takım taşıyıcı (gang slide, turret) ve bunların her birinin bağımsız eksenleri yönetilmelidir.
- Çok kanallı eşzamanlılık: Swiss torna tezgahlarında genellikle 3 ila 5 kanal eşzamanlı çalışır. Birden fazla takım, aynı anda farklı operasyonları gerçekleştirir. Bu eşzamanlılık, çevrim süresini düşürür ancak programlama ve senkronizasyon karmaşıklığını artırır.
- Z-ekseni ters mantığı: Swiss tornalarda Z-ekseni hareketi geleneksel tornalardan farklıdır. Malzeme çubuğu Z ekseninde hareket ederken, takımlar genellikle radyal (X ekseni) yönde hareket eder. Bu ters mantık, programcılar için alışılmadık bir durum yaratır.
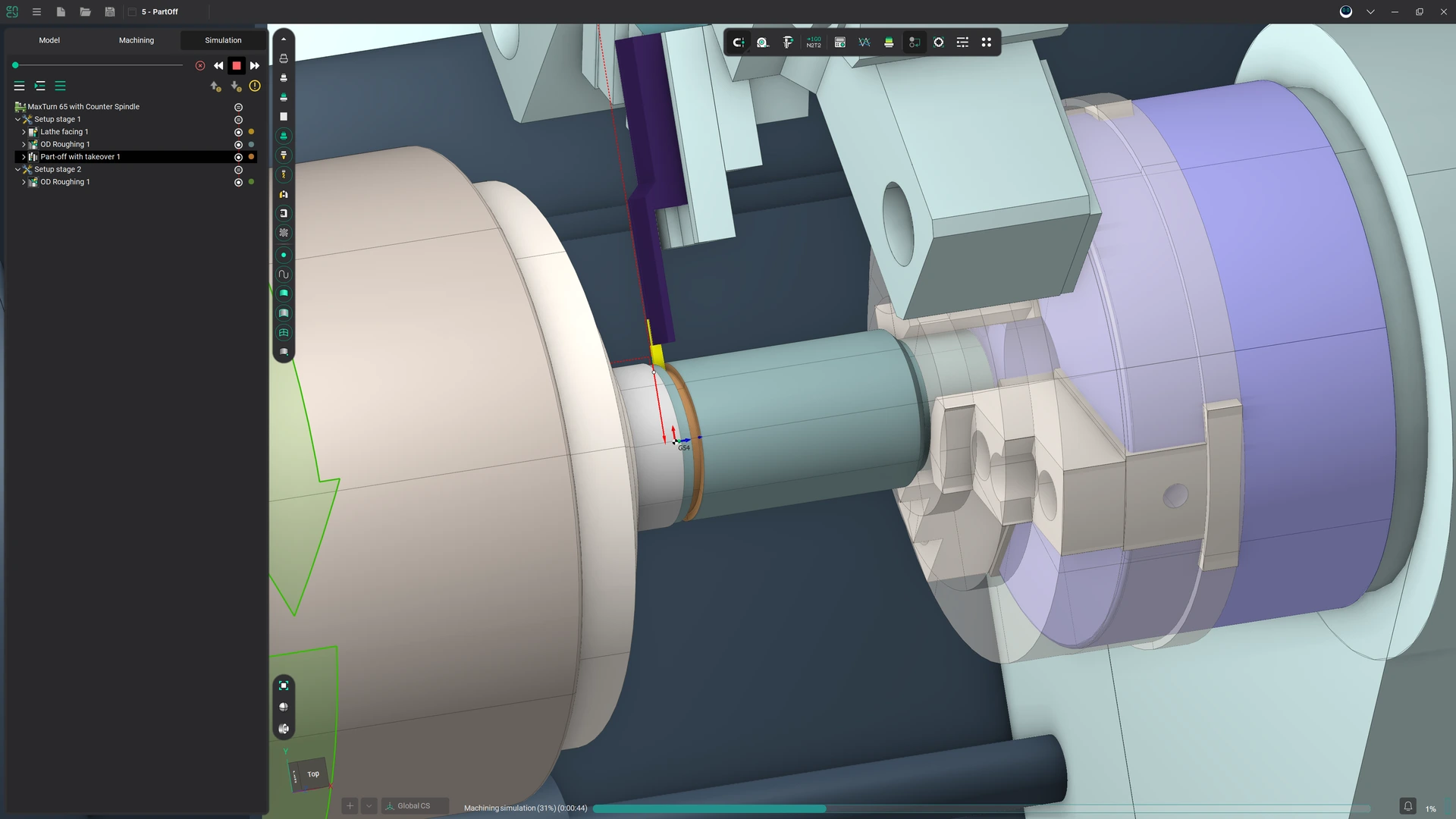
- Kılavuz burç yönetimi: Kılavuz burcun açılıp kapanması, malzeme çubuğunun ilerletilmesi ve parçanın koparılması (cutoff) gibi işlemler dikkatli bir şekilde programlanmalıdır.
- Parça transferi: Parçanın ana milden karşı mile aktarılması sırasında her iki milin senkronize edilmesi, kılavuz burcun açılması ve parçanın güvenli bir şekilde kavranması gerekir. Bu transfer sekansı, en kritik programlama adımlarından biridir.
- Küçük toleranslar: Swiss torna ile üretilen parçalar genellikle çok dar toleranslara sahiptir (mikron düzeyinde). Bu nedenle takım kompanzasyonları, termal genleşme etkileri ve malzeme tutarlılığı gibi faktörler özenle yönetilmelidir.
Bu zorluklar, Swiss torna programlamada güçlü bir CAM yazılımının kullanılmasını zorunlu kılmaktadır. Manuel programlama ile tüm bu parametrelerin, senkronizasyonların ve güvenlik kontrollerinin yönetilmesi hem çok zaman alıcı hem de yüksek hata riski taşımaktadır.
Ency CAM ile Torna ve Mill-Turn Çözümleri
Ency CAM, CNC torna, tornalama merkezi (mill-turn) ve Swiss torna programlama için kapsamlı çözümler sunan endüstri lideri bir CAM yazılımıdır. Ency CAM'in torna ve mill-turn alanındaki temel özellikleri şunlardır:
- Eksiksiz torna operasyonları: Dış çap tornalama, iç çap tornalama, kanal açma, diş açma, delme, raybalama ve konik tornalama gibi tüm standart torna operasyonları için optimum takım yolları oluşturulur.
- Gelişmiş kaba talaş stratejileri: Yüksek verimli tornalama (HET), dalma tornalama ve adaptif kaba talaş stratejileri ile çevrim süreleri kısaltılır ve takım ömrü uzatılır.
- Mill-turn entegrasyonu: Torna ve freze operasyonları aynı ortamda programlanır. C-ekseni, Y-ekseni ve B-ekseni frezeleme stratejileri, tornalama operasyonlarıyla sorunsuz bir şekilde birleştirilir.
- Çok kanallı programlama: Çift mililli ve çift taretli tezgahlar için görsel senkronizasyon arayüzü sunulur. Kanallar arasındaki zamanlama ve senkronizasyon noktaları kolayca yönetilir.
- Swiss torna desteği: Kılavuz burç yönetimi, çubuk besleme, parça transferi ve çok eksenli eşzamanlı programlama için özel çözümler mevcuttur. Star, Citizen, Tornos, Tsugami gibi önde gelen Swiss torna markalarının tezgah kütüphaneleri hazır olarak sunulur.
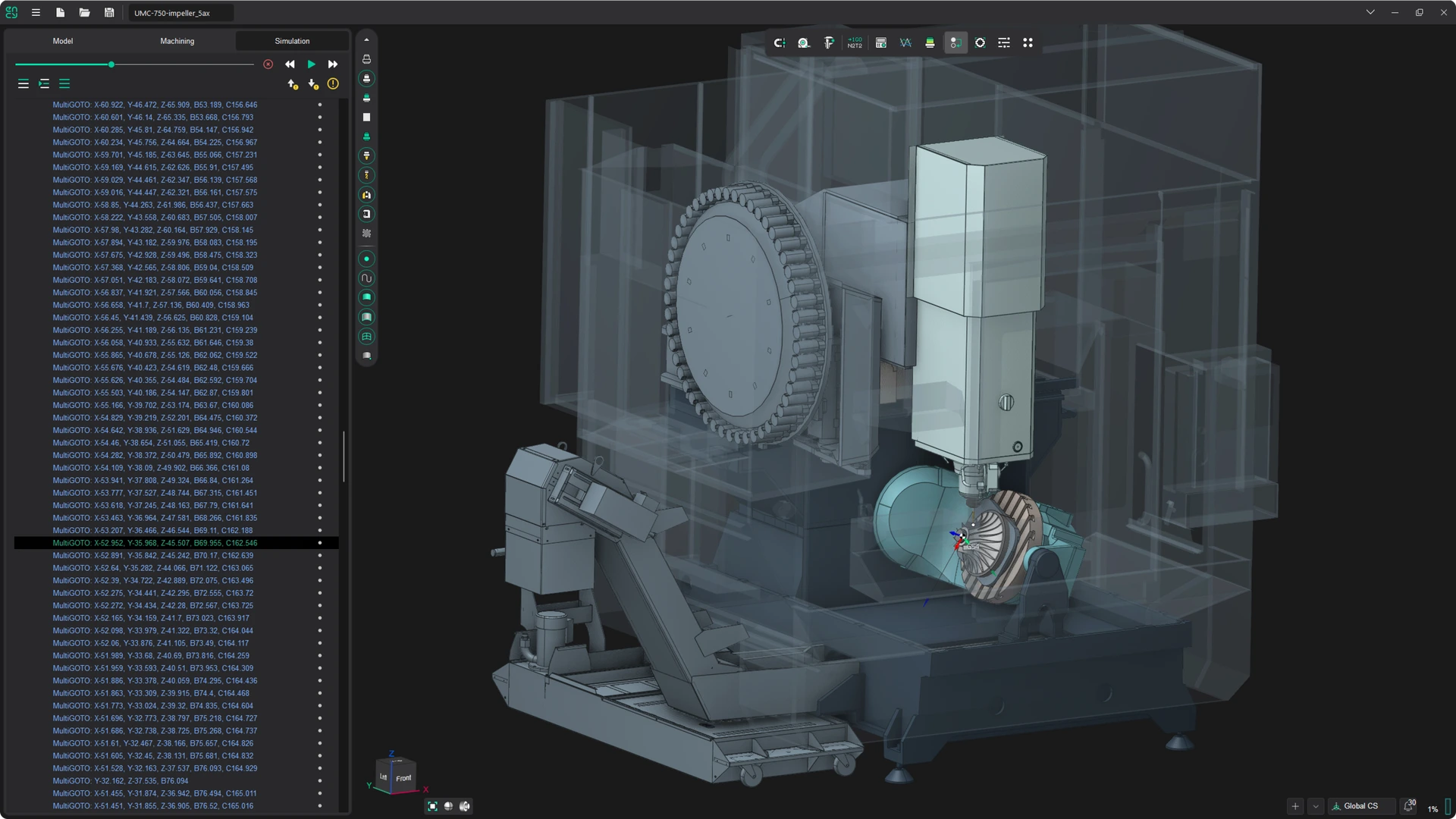
- Gerçekçi makine simülasyonu: Tüm tezgah bileşenleri (mil, taret, ayna, kılavuz burç, soğutma suyu hortumları dahil) ile tam makine simülasyonu yapılır. Çarpışmalar, aşırı hareket ve senkronizasyon hataları tezgaha gitmeden tespit edilir.
- Kapsamlı post-processor kütüphanesi: Fanuc, Siemens, Mazak (Mazatrol), Okuma (OSP), Haas, Doosan, DMG MORI ve daha birçok marka için hazır post-processor desteği bulunur. Post-processor'lar, tezgaha özel G-kodu çıktısı üretir ve gerektiğinde özelleştirilebilir.
- Takım kütüphanesi: Torna takımları, canlı takımlar ve tutucular için kapsamlı bir kütüphane sunulur. ISO standartlarına uygun takım tanımlamaları ile programlama süreci hızlandırılır.
Ency CAM'in kullanıcı dostu arayüzü, deneyimli CNC programcılarının yanı sıra tornalama dünyasına yeni adım atan kullanıcılar için de idealdir. Adım adım işlem sihirbazları, hazır şablonlar ve bağlamsal yardım sistemi sayesinde öğrenme eğrisi kısaltılır ve kısa sürede verimli programlar oluşturulabilir.
Sektörel Uygulamalar
CNC torna ve tornalama merkezi teknolojileri, geniş bir sektörel yelpazede kritik öneme sahip parçaların üretiminde kullanılmaktadır.
Otomotiv Sektörü
Otomotiv endüstrisi, CNC torna ve mill-turn tezgahlarının en yoğun kullanıldığı sektörlerden biridir. Krank milleri, kam milleri, aks milleri, şanzıman dişlileri, piston pimleri, supap gövdeleri, enjektör gövdeleri ve turbo şarj kompresör kanatçıkları gibi kritik motor ve aktarma organları parçaları bu tezgahlarda üretilir. Yüksek hacimli seri üretim gereksinimleri, kısa çevrim süreleri ve dar toleranslar, otomotiv sektöründe CAM yazılımı kullanımını zorunlu kılmaktadır. Özellikle elektrikli araç üretiminin artmasıyla birlikte, elektrik motoru şaftları ve batarya soğutma sistemi bileşenleri gibi yeni parça tipleri de torna üretim hatlarına eklenmiştir.
Medikal Sektör
Medikal sektör, CNC torna ve özellikle Swiss torna teknolojisinin en hassas uygulamalarının bulunduğu alandır. Ortopedik implantlar (diz, kalça, omurga vidaları), dental implantlar ve abutmentler, kemik vidaları, cerrahi aletler (endoskop bileşenleri, biyopsi iğneleri), işitme cihazı bileşenleri ve kateter uç parçaları, mikron düzeyinde hassasiyetle üretilmelidir. Biyouyumlu malzemeler (titanyum, kobalt-krom, PEEK, paslanmaz çelik) ile çalışılması, özel kesme parametreleri ve takım seçimi gerektirir. FDA ve CE gibi düzenleyici standartlara uyum, üretim sürecinin her aşamasının izlenebilir ve tekrarlanabilir olmasını zorunlu kılar. CAM yazılımı, bu izlenebilirliği sağlamada kritik bir rol oynar.
Savunma Sanayi
Savunma sanayi, CNC torna ve mill-turn teknolojilerinin stratejik öneme sahip olduğu bir sektördür. Mühimmat bileşenleri, füze gövde parçaları, optik sistem bileşenleri, uçak iniş takımı parçaları, denizaltı pervanesi milleri ve zırhlı araç aktarma organları gibi yüksek performans gerektiren parçalar bu tezgahlarda üretilir. Savunma sektöründe kullanılan malzemeler genellikle zor işlenen alaşımlardır: Inconel, Waspaloy, Hastelloy, yüksek mukavemetli çelikler ve titanyum alaşımları. Bu malzemelerin verimli bir şekilde işlenmesi, optimize edilmiş kesme parametreleri ve gelişmiş takım yolu stratejileri gerektirir. Ency CAM, bu zor malzemeler için özel kesme stratejileri sunarak savunma sanayi parçalarının güvenli ve verimli şekilde programlanmasını sağlar.
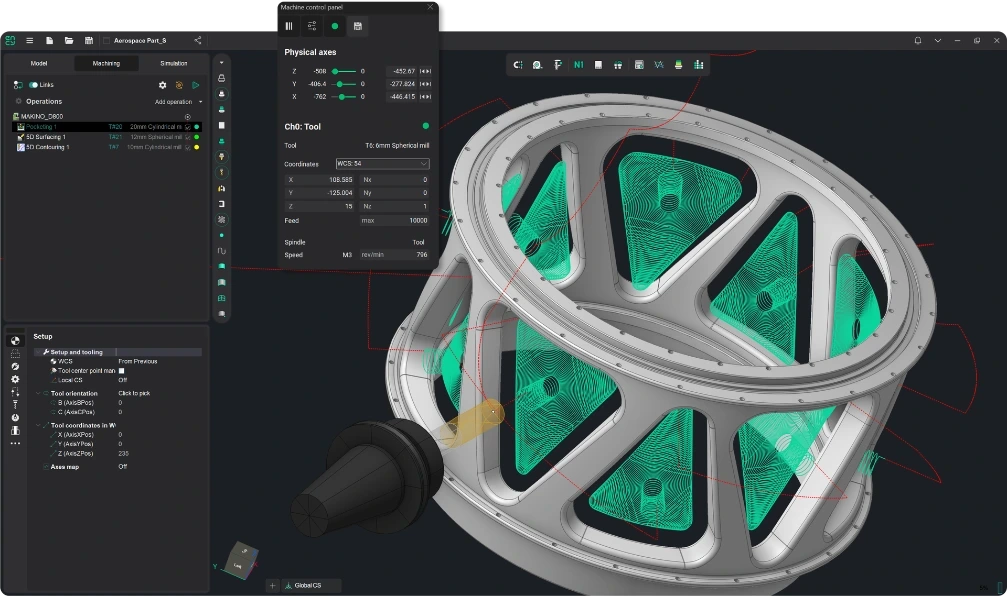
Havacılık ve Uzay
Havacılık sektöründe CNC torna ve mill-turn tezgahları, motor şaftları, türbin diskleri, bağlantı elemanları, hidrolik sistem bileşenleri ve iniş takımı parçalarının üretiminde yaygın olarak kullanılır. Bu sektörde parçalar genellikle tek seferde doğru üretilmelidir; çünkü kullanılan malzemelerin (titanyum, nikel bazlı süper alaşımlar) maliyeti çok yüksektir. CAM yazılımının simülasyon ve doğrulama özellikleri, pahalı malzeme israfını ve tezgah hasarını önlemede kritik bir güvenlik katmanı oluşturur.
Enerji Sektörü
Enerji sektöründe vana gövdeleri, pompa milleri, türbin bileşenleri, flanşlar ve boru bağlantı elemanları gibi parçaların üretiminde CNC torna ve mill-turn tezgahları kullanılır. Bu parçalar genellikle büyük boyutlu olup, yüksek basınç ve sıcaklık koşullarında çalışacak şekilde tasarlanmıştır. Enerji sektöründe sıklıkla kullanılan duplex paslanmaz çelik, Inconel ve Monel gibi korozyona dayanıklı alaşımların işlenmesi, özel torna stratejileri ve dikkatli parametre optimizasyonu gerektirir.
Sonuç
CNC torna, tornalama merkezi (mill-turn) ve Swiss torna teknolojileri, modern üretimin bel kemiğini oluşturmaktadır. Bu tezgahların artan karmaşıklığı ve çok eksenli yapıları, güçlü bir CAM yazılımı kullanımını zorunlu hale getirmiştir. Doğru takım yolu stratejileri, optimum kesme parametreleri, çok kanallı senkronizasyon ve güvenilir simülasyon, verimli ve hatasız bir üretim sürecinin temel taşlarıdır.
Ency CAM, CNC torna programlamadan gelişmiş mill-turn operasyonlarına, Swiss torna programlamadan çok kanallı senkronizasyona kadar geniş bir yelpazede kapsamlı çözümler sunar. Otomotiv, medikal, savunma, havacılık ve enerji sektörlerinde faaliyet gösteren üretim işletmeleri, Ency CAM ile programlama sürelerini kısaltabilir, hata oranlarını düşürebilir ve tezgah verimliliğini artırabilir.
Torna ve mill-turn programlama ihtiyaçlarınız için Ency CAM'in sunduğu çözümleri keşfetmek, ücretsiz demo talep etmek veya uzman ekibimizle görüşmek için bizimle iletişime geçin. TMS Teknoloji olarak, üretim süreçlerinizi bir üst seviyeye taşımanız için yanınızdayız.